Водокольцевой компрессор вакуумный насос КВН 50/1,5МГ

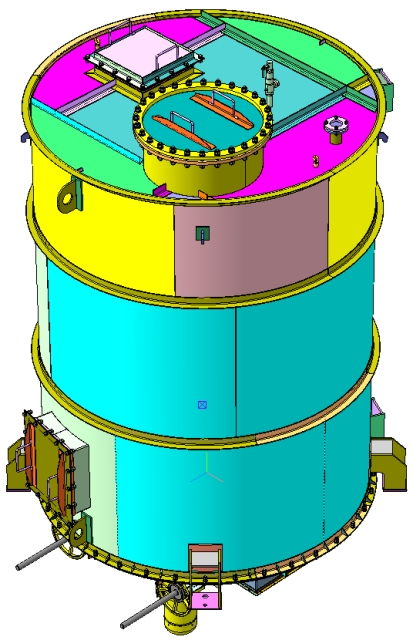
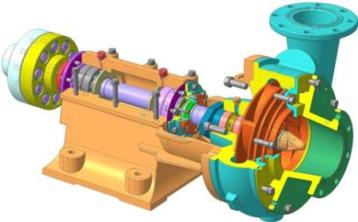
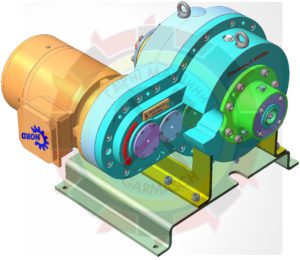
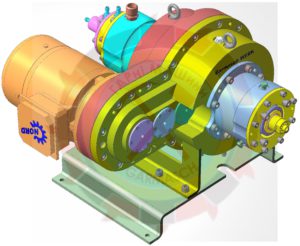
Для дегазации угольных шахт применяются водокольцевые вакуум-насосы типов РМК, КВН, ВВН, НВ, ДВВН. Принцип работы всех насосов одинаковый — разрежение создается водяным кольцом. Отличаются они друг от друга, в основном, только производительностью и размерами, а также некоторыми особенностями в применении. Например, насос типа КВН 50/1,5 нашел широкое применение в коксохимической промышленности и в технологии обогащения углей на обогатительных фабриках горной промышленности. В основном, это технология обезвоживания продуктов обогащения: фильтрование через пористую перегородку. При таком применении водокольцевая машина является частью схемы установки вакуум-механического способа гашения пены или частью схемы установки вакуум-фильтра. Отличительной особенностью КВН 50/1,5 является возможность применения его в качестве компрессора. Данная машина приведена на фотографиях рисунков 1 и 2. Также дополнительно можно рассмотреть агрегат компрессора вакуумного насоса КВН 50/1,5 на рисунке 3. Общий вид сварного ротора этой машины представлен на фотографии рисунка 4.

Рисунок 1. Общий вид компрессора вакуумного насоса КВН 50/1,5 (без рамы, приводного двигателя и аппаратуры управления и контроля). Макеевский завод «Коксодеталь».

Рисунок 2. Компрессор вакуумный насос КВН 50/1,5 (РМЗ г. Моспино)
Технические характеристики КВН 50/1,5 (официальные)
Давно назрела необходимость модернизации данной водокольцевой машины под современные требования технологий применения и новые технологии машиностроения. На данной страничке сайта мы расскажем о новой разработке модернизированного аналога КВН-50/1,5: компрессоре вакуумном насосе КВН 50/1,5МГ.
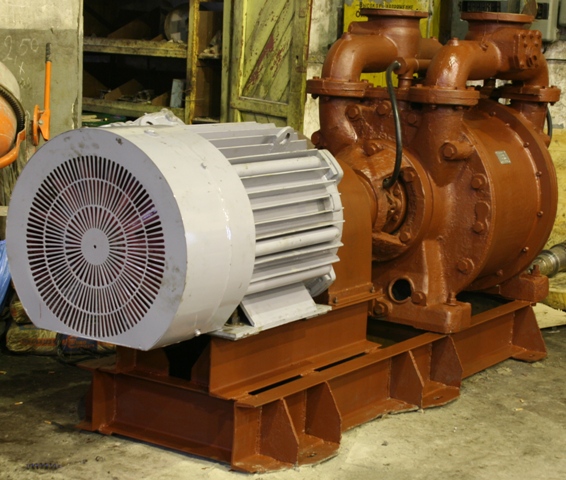
Рисунок 3. Общий вид агрегата насоса КВН 50/1,5

Рисунок 4. Сварной ротор насоса КВН 50/1,5
Если говорить о новой разработке компрессора вакуумного насоса, то уместно будет затронуть недостатки существующего образца КВН 50/1,5 и рассказать, как они были устранены в новой машине.
Известны были в Украине 3 (три) официальных производителя компрессора вакуумного насоса КВН 50/1,5. Это ПАО Рутченковский машиностроительный завод в г. Донецк, Макеевский завод «Коксодеталь», Моспинский ремонтный завод в г. Моспино. Первый из упомянутых производителей (ПАО Рутченковский машиностроительный завод) в настоящее время данную машину не производит, хотя владеет конструкторской документацией. Следующие два производителя являлись основными поставщиками КВН 50/1,5 на рынке. Хотя, о рынке говорить не совсем правильно, так как поставлялись данные машины внутри закрытых финансово-промышленных групп, и, поэтому, не имели конкуренции. На свободном рынке таким насосам просто не было бы места. Почему? Потому что технология их изготовления, уровень качества не отвечали современным стандартам в машиностроении. Ни один производитель не смог бы предоставить заслуживающие доверия теоретические и экспериментальные данные рабочих характеристик, показать заслуживающий доверия уровень технологии изготовления. Этим просто не занимались.
Основные недостатки следующие.
1. Проект компрессора вакуумного насоса КВН 50/1,5 в настоящее время «знаменит» тем, что каждый агрегат получен методом селективной сборки. Полностью отсутствует взаимозаменяемость. Отсутствует культура расчета размерных цепей и управления ими. Нельзя снять ротор или опорные элементы, корпус (статор) и попытаться собрать их с деталями от другого одноименного насоса. Потребуется подгонка и механическая обработка.
2. Проект компрессора вакуумного насоса КВН 50/1,5 в настоящее время имеет несколько «диких» в прямом смысле слова систем уплотнения: это два уплотнения между торцевыми дисками и корпусом (статором), два уплотнения между торцевыми дисками и опорными крышками с газораспределительными камерами.
3. Проект имеет литой и крайне нетехнологичный корпус (статор) из-за наличия в нем закладной детали отрезка трубопровода для сообщения питающих водяных камер в опорных крышках. Брак при литье большой. Уплотнения, упомянутые в пункте 2, на фланцах корпуса (статора) на участке входа в отрезок трубы, в зоне перехода из отверстий в торцевых дисках на соответствующие отверстия во фланцах корпуса (статора) — полностью неуправляемые. Если потекут — разбирай весь насос. Удовольствие не из приятных. Особенно, если насос работал на оборотной (зашламованной) воде, а не на чистой воде, как того требует старое ТУ на компрессор вакуумный насос.
4. Сборка корпуса (статора), торцевых дисков, опорных крышек не имеет эффективной центровки. Ее обеспечивают по два сквозных штифта на двух фланцах опорных крышек. Особенно плохо этот вопрос решен в месте соединения торцевых дисков и корпуса статора. Сборка «резиновая», легко нарушить ее центровку. Особенно, если штифты выполнены не как нормальное штифтовое соединение, а как болтовое — с зазором. А там где штифты — там нет взаимозаменяемости. Поэтому, после ремонта компрессора вакуумного насоса часто штифтового соединения нет, так как нет взаимозаменяемости. Вместо штифтов стоит некое болтовое соединение, похожее внешне на штифтовое соединение.
5. Сборка ротора полностью селективна и подгоняется еще на этапе сборки компрессора вакуумного насоса под каждый корпус (статор). Ротор не имеет динамического уравновешивания, только статическое. В сборке ротора присутствуют неуправляемые резиновые уплотнения между корзиной ротора и предохранительными втулками сальниковых уплотнений. Между валом и предохранительными втулками сальниковых уплотнений применяют асбестовое уплотнение. Это из эпохи XIX века. Вал ротора не имеет термообработки («сырой»). Он довольно длинный (2228 мм) и никто не хочет его улучшать в вертикальном положении.
6. Подшипниковые опоры не имеют вариантов исполнения под централизованную смазку. Даже варианты под закладную смазку не имеют удобных систем подачи смазки и удаления старой смазки. Это вызывает постоянное нарекание обслуживающего персонала.
7. На элементах компрессора вакуумного насоса полностью отсутствуют понятные обслуживающему персоналу надписи и символы. Даже направление вращения ротора нарисовано краской (не всегда присутствует). Отсутствуют контрольно-измерительные приборы. Нет конкретного указания какие они должны быть. Нет электрических схем. Нет гидравлических схем применения в вариантах автономной работы в замкнутом цикле водооборота или в системе центрального водоснабжения. А там очень много интересного и важного.
8. На всех поставляемых компрессорах вакуумных насосах КВН 50/1,5 нагло удален очень важный узел — разгрузочный клапан в зоне компрессионных окон на торцевых дисках. Он даже не на всех торцевых дисках присутствует (должен быть на обоих дисках). Это делает невозможным нормальную эксплуатацию КВН 50/1,5 в режиме компрессора. Более того, на опорных крышках вообще нет (!) окон для обслуживания и замены данных клапанов. Чаще всего машина работает в режиме вакуумного насоса и на это мало обращается внимания. Но и в этом режиме присутствуют вредные явления, вызывающие ненормальную работу привода. На рисунке 5 показан фрагмент трехмерной модели КВН 50/1,5, у которого отсутствуют отверстия разгрузочного клапана. А на рисунке 6 показан фрагмент, у которого имеются отверстия разгрузочного клапана у компрессионного окна, хотя элементы клапана не показаны. Следует отметить, что разгрузочный клапан уместен только на одном торцевом диске в случае применения сварного ротора по типу, показанному на рисунке 4. Именно такое исполнение ротора и привело, в свое время, к появлению модели КВН 50/1,5 с одним разгрузочным клапаном. Но дорабатывать клапан не стали, оставив только отверстия.
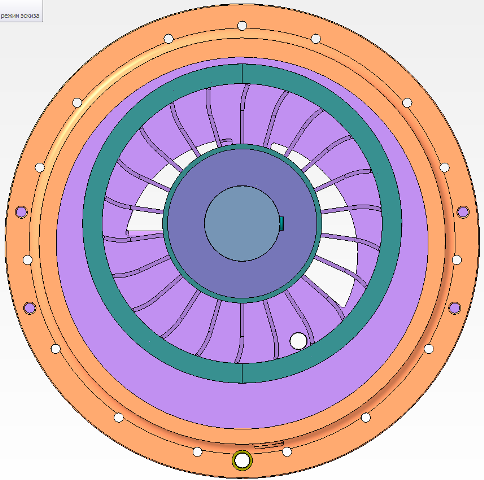
Рисунок 5. Фрагмент проточной части компрессора вакуумного насоса КВН 50/1,5 без отверстий разгрузочного клапана в зоне компрессионого окна на торцевом диске
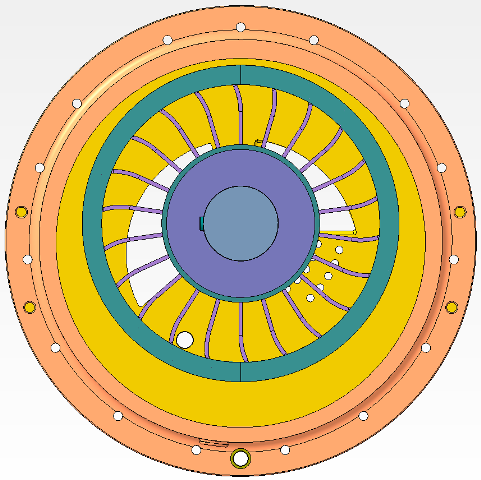
Рисунок 6. Фрагмент проточной части компрессора вакуумного насоса КВН 50/1,5 с отверстиями под разгрузочный клапан в зоне компрессионого окна на торцевом диске
9. Узлы и детали компрессора вакуумного насоса КВН 50/1,5 не имеют строповочных элементов для удобства монтажа и демонтажа. Отсутствуют узнаваемые логотипы производителя и знаки национальной принадлежности.
10. Отсутствуют элементарные цивилизованные системы упаковки и транспортирования изделия в нерабочем состоянии.
















")



")

")

























.jpg "УКРПАТЕНТ")



Что говорят люди?